一、吸沙泵厂家的设计制造过程
1、吸沙泵的设计
吸沙泵的工作原理,是在离心力的作用下,液体从叶轮中心被抛向外缘并获得能量,以高速离开叶轮外缘进入蜗形泵壳。在泵壳中,液体由于流道的逐渐扩大而减速,又将部分动能转变为静压能,最后以较高的压力流入排出管道,送至需要场所。
为了使吸沙泵更耐磨,在设计上除了满足泵型结构外,首要解决的是减小泵的汽蚀余量,降低汽蚀对泵造成的损害。当泵的转速和流量确定后,泵的汽蚀余量仅与吸入室和叶轮入口几何形状有关。所以提高吸沙泵的抗汽蚀性能的主要措施之一是改进叶轮入口的几何形状。

(1)采用较低的叶轮进口速度:增大叶轮进口直径,可以降低叶轮入口速度,提高泵的汽蚀性能,但泵的水力效率降低。
(2)增大叶片入口边宽度:可以使叶轮入口相对速度减小,从而提高泵的汽蚀性能。
(3)叶轮盖板进口部分曲率半径
由于叶轮进口部分的流液在转弯处受到离心力作用的影响 , 靠前盖板处压力低、流速大,造成叶轮进口速度分布不均匀。适当增加盖板的曲率半径,有利于减小前盖板处的υ0和改善速度分布的均匀性,减小泵进口部的压力降,从而使 NPSH减小,提高泵的抗汽蚀性能。
(4)叶片进口边的位置和叶片进口部分的形状
叶片进口边适当向吸入口方向延伸,可使液体提早接受叶片的作用,且能增加叶片表面积,减小叶片工作面和背面的压差。另外,叶片前伸,使进口边所在的半径减小,从而使u0和w0减小。但是,叶片前伸后要求叶片做得很薄,否则排挤严重。
叶片进口边倾斜,其上各点的半径不同,因而圆周速度和相对速度也就各不相同。因为前盖板处半径最大,相对速度也最大,这样就可以把汽蚀控制在前盖板附近局部,从而推迟了汽蚀对泵特性的影响。
叶片进口边前伸并倾斜,使得各个点的圆周适度u不同。一般轴面速度沿进口边 近似均匀分布,则进口边各点的相对液流角不同。为了符合这种流动情况,减小冲击损失,叶片进口边应作成 空间扭曲形状。这就是目前很多低比转数叶轮叶片进口部分也 作成 扭曲叶片的原则。
(5)叶片进口冲角
叶片进口冲角,通常都大于进口相对液流角,即β1> β’1 , 正冲角Δβ = β 1- β’1 。冲角值通常为Δβ =3 °~ 10 °,个别情况大到 15 °。采用正冲角能提高抗汽蚀性能,而且对效率影响不大,其理由如下:
a 、增大了叶片进口角β1 ,从而可以减小叶片的弯曲,增大叶片进口过流面积,减小叶片的排挤。这些因素都将减小υ0和w0,提高泵的抗汽蚀性能;
b 、采用正冲角,在设计流量下,液体在叶片进口背面产生脱流。因为背面是叶片间流道的低压侧, 该脱流 引起的漩涡不易向高压侧扩散,因而漩涡被控制在局部,对汽蚀的影响较小。反之,负冲角时液体在叶片工作面产生漩涡,该漩涡易于向低压侧扩散,对汽蚀影响较大。如图:可见,在正冲角时,压降系数λ在 很大正 冲角范围内变化不大,在负冲角时,λ急剧上升。
c 、泵的流量增加时,β’1 增大,采用正冲角可以避免泵在大流量下运转时出现负冲角。
(6)叶片进口厚度:叶片进口厚度越薄,越接近流线型,叶片最大厚度离进口越远,叶片进口的压降越小,泵的抗汽蚀性能越好。叶片进口的形状对压降影响是十分敏感的。
(7)平衡孔:叶轮上的平衡孔,其中的泄流对进入叶轮的主流起破坏作用,平衡孔面积应不小于密封环间隙的 5倍,以减小泄流速度,从而减小对主流的影响,提高泵的抗汽蚀性能。
(8)光洁度:叶轮进口部分越光滑,水力损失越小,会明显提高泵的抗汽蚀性能。
设计改进后的叶轮形状大大降低了汽蚀对泵造成的损害,在不改变效率的前提下,延长了沙泵的使用寿命。我厂生产的吸沙泵完全按照国家制造标准,各部件经过铸造,精密加工,合理装配。成品出厂时经过流量,压力测试等层层环节进行质量把控,力争给客户提供百分百合格的高规格产品。选用设计优良,工艺先进的吸沙泵是长久使用的前提。
2、吸沙泵材质
吸沙泵更耐磨使用时间更长,过流部件的材质至关重要。目前市面上吸沙泵根据不同的使用工况,一般有铸铁,铸钢,高铬合金,橡胶等材质。橡胶材质的泵主要应用于化工行业,抽取含有腐蚀性介质的混合物,在
此不做过多介绍。耐磨程度由低到高分别是铸铁、铸钢,高铬合金。

铸铁材质主要由铁、碳和硅组成的合金的总称,工业用铸铁一般含碳量为2.5%~3.5%。碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。铸铁也有灰口铸铁跟球墨铸铁之分,灰口铸铁熔点低(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。由于片状石墨存在,故耐磨性较好。铸造性能和切削加工较好。球磨铸铁是将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。碳全部或大部分以自由状态的球状石墨存在,断口成银灰色。比普通灰口铸铁有较高强度、较好韧性和塑性。

铸钢材质以碳为主要合金元素并含有少量其他元素的铸钢。铸造碳钢又可以分为铸造低碳钢、铸造中碳钢和铸造高碳钢。铸造低碳钢的含碳量小于0.25%,铸造中碳钢的含碳量在0.25%~0.60%之间,铸造高碳钢的含碳量在0.6%~3.0%之间。铸造碳钢的强度、硬度随含碳量的增加而提高。铸造碳钢具有以下几个优点:生产成本较低、强度较高、韧性较好和塑性较强。

高铬合金钢是指铬含量超过10%的合金钢。高铬合金钢普遍具有高耐磨性,高抗压强度,卒硬后高的表面硬度,好的淬透性,淬硬时,好的稳定性,好的抗回火软化性。
不同的材质在铸造成型后所展现的物理特性是不一样的。就硬度及耐磨程度而言,高铬合金材质最耐磨,铸钢材质次之,铸铁材质较差。我厂生产的吸沙泵过流部件材质主要以高铬合金材质为主,铬含量达到28%,里氏硬度在65左右,同时在铸造过程中加入锰,钼等微量元素,增加铸件的柔韧性,在强调硬度的同时也有更好的韧性,使其在使用过程中不易发生断裂。
3、吸沙泵铸造工艺
铸造材质确定后接下来就是铸造工艺的实施,好的铸造工艺能使材料充分发挥其特性,我厂采用消失模铸造工艺。消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
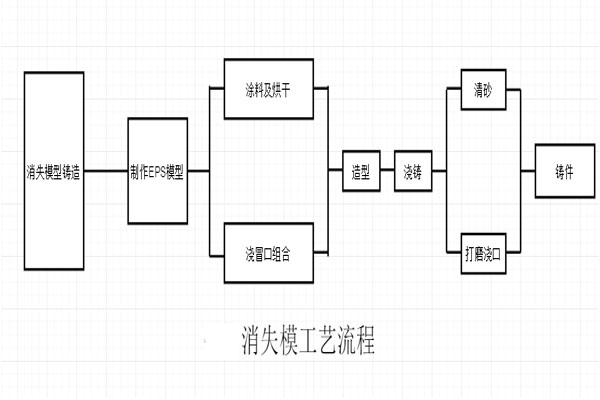
(1)消失模铸造工艺流程-白模
将做好的白模或采购的白模,按铸件的要求组合到一起,用冷胶或热熔胶粘结,缝隙用消失模修补膏进行修补,上涂料并烘干,在此过程中需注意,白模的密度,胶的使用方法,修补膏的使用方法,涂料的质量及是否适合铸件,烘干房的温湿度等细节要求。

(2)消失模铸造工艺流程-装箱
砂箱放置震实台上,将烘干好的消失模模型放置砂箱中,并根据砂箱大小合理组好簇。

砂箱震实,并在装箱过程中利用荣阳消失模生产线的回沙系统填砂至整箱装满,装满后用熟料布平铺在上方并盖砂。

此过程注意,砂箱底层需铺一层砂,合理规划模型的组簇,一半小件可以放2层,大件1层,并且要规划好铁水的流动过程,是否有漏铁水的缝隙,个别铸件需要注意 一下倾斜度,整个过程震实台需要震2-3次。
(3)消失模铸造工艺流程-抽真空
砂箱运至抽真空或浇铸区,在浇口位置放置浇冒。

过程中注意抽真空时的压力,不同铸件需要的压力不同。
(4)消失模铸造工艺流程-浇铸
电炉融化的铁水导入浇冒口即可,砂箱运至落砂区,出铸件,砂进入循环系统。
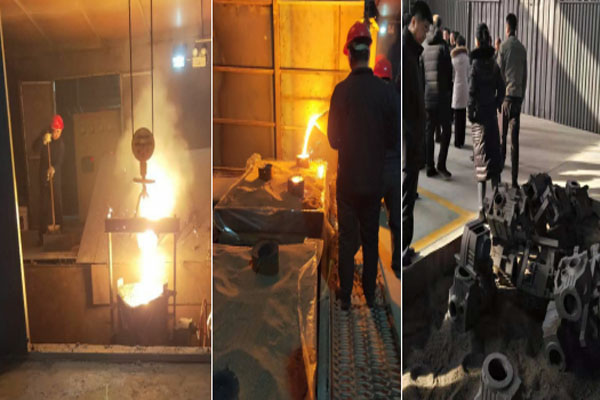
吸沙泵过流件铸造完成后进行“四把火”热处理。使铸件过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高铸件的刚性、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种加工及使用要求。
退火
将过流件加热到适当温度,根据材料和尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢)目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备
正火
将过流件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。
回火
为了降低过流件的脆性,将淬火后的过流件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
淬火
过流件加热奥氏体化后以适当方式冷却获得马氏体或贝氏体组织的热处理工艺。
4、装配加工
吸沙泵铸件铸造加工完成后进入装配环节。按照规定的技术要求,将若干个零件组装成部件或将若干个零件和部件组装成产品的过程,称作装配。更明确地说:把已经加工好,并经检验合格的单个零件,通过各种形式,依次将零部件联接或固在一起,使之成为部件或产品的过程叫装配。
装配的工艺过程:
(1)装配前的准备工作
研究和熟悉产品装配图及有关的技术资料,了解产品的结构,各零件的作用,相互关系及联接方法。
确定装配方法。
确定装配顺序。
整理装配时所需的工具、量具和辅具
对照装配图清点零件、外购件、标准件等。
对装配零件进行清理和清洗。
对某些零件还需进行装配前的钳加工(如:刮削、修配、平衡试验、配钻、铰孔等)。
(2)装配工作
a 轴承与轴的装配:
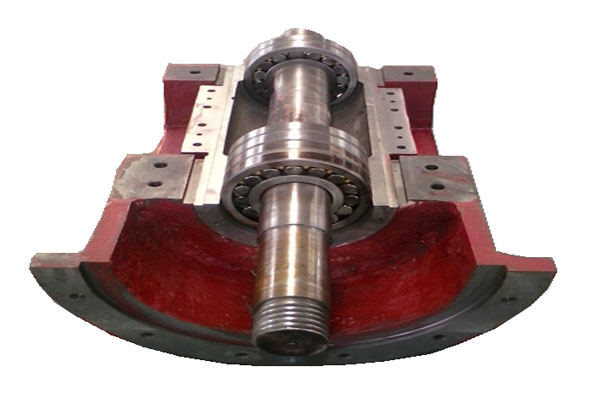
轴承在加热炉内加热到 9 0 ℃ -110 ℃ 装在轴上冷却。
先装好轴承箱左面的轴承压盖,然后将轴承和轴的组件装入轴承箱内,靠到左面轴承压盖上,测量驱动端轴承压盖与轴承外环端面的尺寸, 0.30 -0.70mm 间隙。
b口环与叶轮、泵体的装配
口环与叶轮、泵体装配时,要注意使口环四周均匀地装到叶轮或泵体中,以尽可能减少口环的形状误差。在装上紧定螺钉或焊接好后,测量叶轮、口环的径向跳动及两者的间隙,所测值应符合泵组装通用技术条件的规定,对超差的部件进行修整。
c填料密封安装
填料密封安装前,应根据轴套外径的确定每一圈的长度,稍压扁后,缠到轴套上,推入填料函中,若有水封环则按照要求一并装入。填料装完后,用填料压盖均匀的压紧。
d装叶轮
叶轮做动平衡试验,并达到技术条件的要求。将叶轮装在轴上用螺母拧紧后,把整个转子装入泵体内,用螺母拧紧。安装时将平衡鼓、轴套和叶轮向右推,至叶轮、轴套分别靠到轴肩上,测量轴套与平衡鼓间隙,使其≥ 0.5 ,若间隙太小,修整平衡鼓,使间隙达到要求。然后将带有叶轮的轴装入入口壳体上,把叶轮和带有导叶的中段壳体装到轴上直到出口段,用螺杆固定泵部件,装上平衡装置,密封及轴承部件,确定转子正确的中间位置,调整好圆锥轴承的轴向间隙 0.04 -0.06mm .
e、联轴器安装(泵头已固定)
分别将联轴器的泵端、电机端联轴器安装到对应的轴上,用百分表找正两轴的同轴度(垂直方向上用垫片调整电机位置)使两轴间的径向跳动≤ 0.1 ,端跳≤ 0.05 ,达到要求后,装上 中间联部分 。在转速> 3600转时,径向跳动≤ 0.05 ,端跳≤ 0.03 。如果使用温度较高(大约大于 13 0 ℃ ),应在泵运转时的高温条件下进行最终校正。
(3)调整、精度检验
调整工作就是调节零件或机构的相互位置,配合间隙,结合松紧等,目的是使机构或机器工作协调(如轴承间隙、镶条位置、齿轮轴向位置的调整等)。
精度检验就是用量具或量仪对产品的工作精度、几何精度进行检验,直至达到技术要求为止。
(4)喷漆、涂油、装箱
涂漆应在清洁、干燥的地方进行,环境温度应不低于 5 ℃ ,相对湿度不大于 70% ,若相对湿度大于 70% ,涂料应加适量防潮剂以防涂膜发白。
装配工作的重要性
(1)只有通过装配才能使若干个零件组合成一台完整的产品。
(2)产品质量和使用性能与装配质量有着密切的关系,即装配工作的好坏,对整个产品的质量起着决定性的作用。
吸沙泵总成装配完成并通过打压上线测试,达到出厂标准,方可发至客户使用现场。吸沙泵到达现场后,只有按照正确的操作方式来运行使用,才能发挥沙泵的性能,产生良好的效益。操作维护得当,使用时间才能更长久。

二、吸沙泵用户的正确使用规范
1、吸沙泵固定在工作场地后,应先检查原动机主轴与吸沙泵泵轴是否在同一轴线上,若不同轴,则松开吸沙泵地脚螺栓,重新做精确调整,确定无误后重新将螺栓紧固,固定牢靠。
2、吸沙泵的进出水管路应有承载支撑,避免管路重力施加于泵体。管路安装应从吸沙泵进出口法兰向外延伸,并立即做好支撑定位。泵的进出口应尽量有软连接,降低震动。
3、开机前应调整动力转向,避免反转,以免损毁叶轮及前盖。
4、尽量降低吸沙泵的安装位置,如果吸沙泵的安装位置高于水平面,应在启动前往泵内灌注引水,避免空转。同时在吸沙泵最高点安装放气阀,排空泵腔内空气,减少汽蚀损害。
5、吸沙泵工作时应配备高压清水泵,将大于吸沙泵压力的清水输向填料室,对填料进行防护。吸沙泵工作时不得关闭轴封水,要经常检查更换填料盘根。
6、叶轮与前护板之间的间隙是否均匀,对吸沙泵寿命影响很大。间隙不合理,吸沙泵运行时产生不同程度的震动与噪音。在更换叶轮时,应注意叶轮与前护板之间的间隙,间隙尽量缩小。间隙调整时,可先松开轴承体压盖上的大螺丝,然后可通过托架体下的调节螺栓进行调整(有的泵型是调整轴承压盖上的调节螺栓),使轴承体与叶轮整体前后移动。
7、轴承室内的润滑油要定期检查,结合油窗以及刻度尺观察润滑油的使用情况,及时加注。
8、吸沙泵叶轮跟泵壳等过流部件材质均为高铬合金耐磨材质,在使用过程中尽量防止大颗粒的石块吸入,石块颗粒大硬度高容易对叶轮及泵壳造成损坏。因此在吸沙管的前端加装带有隔离网的吸沙龙头,控制吸入
粒的大小。
9、吸沙泵工作出现异常震动、噪声及轴承温度过高时,应立即停机检查,禁止继续运行,以免造成更大的损失。
10、备用吸沙泵长时间不用应每周将轴转动1/4圈,以使轴承均匀的承受静载荷和外部振动。冬季寒冷的天气要注意吸沙泵的保温,停机不用时应将泵内的液体排送,以免结冰损坏泵体。如果泵体内发生结冰,禁止用火烤,应用热水慢慢融化。
海川泵业在吸沙泵的设计制作,工艺流程,材质选择上严格按照行业最高标准,并结合大量实际操作经验,不断创新,在保证吸沙泵效率的同时大大提高了过流部件的耐磨程度,使吸沙泵更好用更耐用。在交付客户使用时随泵附带操作及维护保养手册,客户只要按照正确的操作方式,并按时进行维护保养,吸沙泵的使用寿命将大大增加。
泰安海川泵业制造有限公司是国内优质的耐磨吸沙泵、抽砂泵,泥沙泵等设备制造商、供应商。公司集自主研发、装备制造、售前售后服务为一体。技术团队从90年代开始从事河道清淤、围海造田、尾矿处理等泵类机械的开发、配套和应用,以丰富的经验、优良的技术、周到的服务赢得了广大用户的信赖。我们专注吸沙泵20年,不仅提供高质量的产品和行业整体解决方案,还提供现场安装服务,有关清淤、吸沙方面方案设计及设备问题请随时联系我们。